FuryRebuild
|
| posted on 16/2/17 at 07:37 PM |

|
|
CNC Milling Help or service please - I need a few bits making.
Hi All
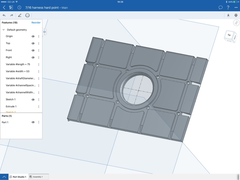
Can anyone help with a short-run of some CNC milled parts I need - I'm making hard-points to go into my carbon tub. Material is 3mm thick mild
steel, and I can supply files in more or less any format you need, and if there's something you would suggest about the design that makes
milling easier, I'm open to changing the design.
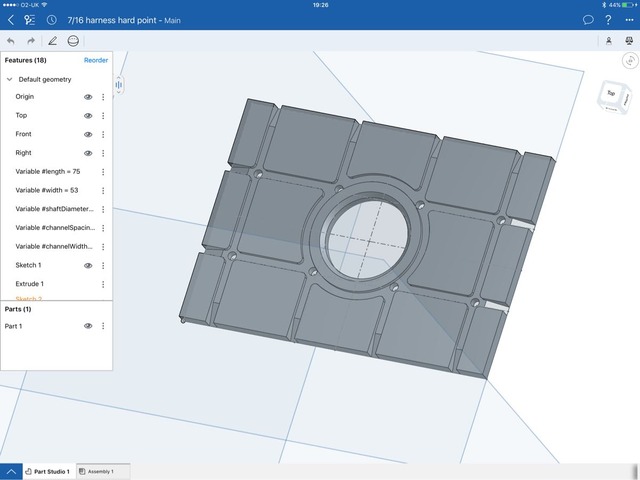
I've got a picture here, and the dimensions are roughly 73x54mm. The channels and holes are 2mm wide and I need 14 off - 6 either side for the
harnesses and a couple spare.
Description
Thanks
Mark
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
|
|
nick205
|
| posted on 17/2/17 at 09:19 AM |
|
|
Can't do the work for you, but looking at your image it looks a complex part to CNC machine.
Are the grooves for air flow or maybe material to hold the part in place?
Would it be easier to make the part flat and bond it to the carbon tub - there are some pretty strong adhesives around these days!
|
|
|
FuryRebuild
|
| posted on 17/2/17 at 09:49 AM |
|
|
Hi Nick - many thanks for the input.
This hard-point will be right in the middle of the CF stack and it will replace part of the 3mm core. When doing resin infusion you need to score the
core with grooves and cross-drill where the grooves intersect. This then allows the resin to flow from the top of the stack where the flow mesh is,
through the core (which would otherwise be a barrier) and down to the cloth underneath.
I then end up with something neat, and replacing core material, which makes it about as strong a hard-point as I could get. Finally, when it comes to
demoulding, if I screw an adaptor I've made into the 7/16 threaded insert, I can use compressed air to force a release - far, far faster than
trying to do it the traditional way.
I'm more than happy to drill the 2mm holes, and for the chamfered edges, I'd finish them with a dremmel if needs be.
If I were to boil the spec down to something with the grooves cut in, and the hole in the middle for the 7/16 insert, would that simplify it?
The grooves are 2mm wide and 1mm deep - just enough to guarantee a reasonable resin flow.
I'd settle for one single sheet of 3mm with just the grooves and circles cut in, and I could finish the rest myself - I could easily replicate
the design for that.
Any suggestions you have for making this more machinable, let me know. Needless to say ... "resin infusion harness hardpoints"
aren't something you can just buy from Merlin 
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
HowardB
|
| posted on 17/2/17 at 09:53 AM |
|
|
but you may be able to buy from BIGHEAD?
Worth a look?
Howard
Fisher Fury was 2000 Zetec - now a 1600 (it Lives again and goes zoom)
|
|
|
FuryRebuild
|
| posted on 17/2/17 at 10:10 AM |
|
|
Hi Howard
I did take a look at bighead, and they weren't quite what I needed. Firstly they can only go to 58mm square, and the large size for harness hard
points is 63mm square and 3mm thick. They're metric, and the standard for harnesses is 7/16 UNF. There is some 10mm creeping in now, but 7.16
seems to be the standard, speaking to Merlin for advice.
Secondly they're spot-welded nuts which I could seam weld in, but I want a threaded insert to give more bolt-shank purchase.
They're great for securing other things to the car and I have a whole set of them which can be surface bonded for securing things, but I
wouldn't want to trust a harness to them.
quote:
Originally posted by HowardB
but you may be able to buy from BIGHEAD?
Worth a look?
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
HowardB
|
| posted on 17/2/17 at 10:15 AM |
|
|
I agree, I had in mind the use of 4 or 6 big heads to retain a conventional hard point,....
especially if it were mounted on the outside and so would have to pull through to fail?
hth
Howard
Fisher Fury was 2000 Zetec - now a 1600 (it Lives again and goes zoom)
|
|
|
FuryRebuild
|
| posted on 17/2/17 at 10:20 AM |
|
|
I thought of something similar, especially if you're actually making an outside sandwich as it were. The big-heads on the outside, and the
hard-point on the inside, cross-bolting through the composite, and bonding both.
There are advantages to this:
1) you can put the hard-points in after the fact
2) you can be sure you have them in just the right place, so in case of an impact, your leg straps don't smash your nards. Scrutinisers are now
supposed to check the angles on these
3) far easier to make - you're just welding threaded stud to a steel plate - no need for groves and cross-drilling.
However, if I can get these made for remotely sensible money then I can have this slightly lighter solution which is right in the tub. Picky, I know.
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
HowardB
|
| posted on 17/2/17 at 11:01 AM |
|
|
I agree internal is always good, however the option to move it about would sell it to me, certainly seatbelt anchors are not to be skimped on
Howard
Fisher Fury was 2000 Zetec - now a 1600 (it Lives again and goes zoom)
|
|
|
femster87
|
| posted on 17/2/17 at 12:26 PM |
|
|
try this guys
http://p.protolabs.co.uk/CNC-machining?utm_medium=cpc&utm_source=google&utm_campaign=UK-CNC-Machining&utm_content=CNC-Machining-Misc&g
clid=CKfbhpuQl9ICFXAz0wod8a0Fmg
|
|
|
FuryRebuild
|
| posted on 17/2/17 at 03:30 PM |
|
|
I've just done that - they came back uber quick, but the price was outstanding - £170 each. Out of my league for what I want to do.
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
theconrodkid
|
| posted on 17/2/17 at 05:06 PM |
|
|
cant you just make the groves with an angry grinder ?
who cares who wins
pass the pork pies
|
|
|
FuryRebuild
|
| posted on 17/2/17 at 05:49 PM |
|
|
I need really accurate control over the depth, and there's a circular groove in the middle that matters - the size of threaded insert is just
too wide for the 20mm grooves I'm working to.
I can do it in a normal mill, but it will take a few hours. I'd sooner send it off and get it back. I was very surprised at the cost though - it
struck me as way too high.
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
femster87
|
| posted on 17/2/17 at 07:50 PM |
|
|
Wow, they are not the cheapest. They work on volume of order. What about 3d printing and casting. The cheapest option would be a local machinist.
|
|
|
FuryRebuild
|
| posted on 17/2/17 at 08:27 PM |
|
|
Well, i can 3d print plastic at home, so no problem there. I think that would be a better option, as in get some printed to make a sand cast.
I'm thinking of just using my friend's mill to cut the 1mm groove and drill the rest. It may mean spending a day doing it, but
that's worth 2k to me.
The other option is to go back to my original idea and one HowardB suggested, which is do them externally. I can still cast release-points for the
airline into the mould but I can be utterly sure I have my harness points accurately in place.
I can then get the parts laser cut for peanuts, but I've also got some t45 sheet that's not really earning its keep, so I can use that. If
I have the bonding face sand-blasted it will have a brilliant key when bonded in.
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
indykid
|
| posted on 17/2/17 at 09:14 PM |
|
|
I'm not sure how much milling you've done, but a <3mm cutters are more like engraving type tooling. It wants to be running at
ridiculous speeds to be cutting well or you'll be breaking endless tooling per part. Your feed rate is still going to be pedestrian in steel, so
you might find you'd be at it for more than a day.
It's an interesting design idea, but the outside sandwich seems like a far more suitable plan for low volume. In volume, MIM (metal injection
moulding) would probably be a better option given the detail, but the setup costs are prohibitive.
|
|
|
DanP
|
| posted on 17/2/17 at 11:19 PM |
|
|
The machining time of those is going to be non trivial on anything other than a proper production CNC mill, i have a Wabeco bench top CNC mill and to
make 14 of those is going to take quite some time esp if those grooves are only 2mm wide as that is a tiny bit, if they could be cut from plate on a
CNC plasma cutter then I can help but I'm afraid I can't volunteer if they need to have those grooves milled in them.
The only problem with a plasma cutter is that it makes post machining difficult on steel as it basically nitride hardens the edges plus the tolerances
are not what you can get from a mill.
Cheers,
Dan
|
|
|
gregs
|
| posted on 18/2/17 at 10:04 AM |
|
|
quote:
Originally posted by theconrodkid
cant you just make the groves with an angry grinder ?
Or cut the grooves with a hacksaw / band saw and a hole saw for the annular ones?
|
|
|
phelpsa
|
| posted on 18/2/17 at 10:09 AM |
|
|
Simple question, why mild steel and not ali? I'm sure that would bring the production cost down considerably. Also square corners are not great
from a stress perspective for inserts, could you make it a round turned part with circular grooves, then just manually cut a few perpendicular joining
grooves with a dremel?
Food for thought from a different pair of eyes!
|
|
|

















