
Secondly, may i point you here:
http://locostbuilders.co.uk/viewthread.php?tid=39573
18g would be fine to make the whole chassis from as long as you can weld it ok

David
Hi All
I'm about to start constructing my chassis and would welcome advice regarding the thickness of tube to use. The book suggests 16swg - i was
thinking of using 18swg to create less weight. I know it will be more difficult to weld but apart from that do you see any problems?
Firstly welcome
Secondly, may i point you here:
http://locostbuilders.co.uk/viewthread.php?tid=39573
18g would be fine to make the whole chassis from as long as you can weld it ok
David
If you want to race it it's got to be thicker check out the 750 regs on materials chassis.
Regards Steve Evans
Hi and welcome...
I'd only recommend 18swg if your doing a super light BEC, not a powerful/torquey car-engined-car. There are better places than the chassis to
loose 10 odd kg imho.
liam
You will have to modify the chassis design a little, 18g will not allow even the slightest lack of triangulation. The heat affected zones (HAZ) will be really susceptible to the slightest fatigue stresses. Probably best for racing only and a new chassis every season.
With 18swg you would really be best to braze the chassis and a lot of the iffy bits of the book chassis such as the front spring mounts and upper
wishbone mounts where tubes are loaded as beams and/or are in torsion would have to be modified.
Also I wouldn't recommend using 18 swg for members in compression such as the upper rails of the chassis.
You would actually be better using 16swg or 1.5 mm for most of the chassis and restricting 18swg to some parts that don't take direct loads.
Brazing is not suitable for a chassis using butt joins, it works like soldering where the join is between two surface areas either in a socket, like a pipe joint, or a lap join where one flat surface overlaps another. It's more of an adhesive and filler joint than welding which works at the molecular level
I think he means bronze fillet welding not brazing.
quote:
Originally posted by gazza285
I think he means bronze fillet welding not brazing.
Are you sure of that? my father used to make top fuel drag bike frames for Bernard Hepworth which were bronze fillet welded thoroughout without
problems, as well as numerous other motorcycle frames.
On second thoughts, anyone who rides a top fuel dragster is a suicide jockey however you weld the frames up.
quote:
Originally posted by Mark Allanson
You will have to modify the chassis design a little, 18g will not allow even the slightest lack of triangulation. The heat affected zones (HAZ) will be really susceptible to the slightest fatigue stresses. Probably best for racing only and a new chassis every season.
Mines bronze welded, no problems after 5 years. I think Caterham still use bronze and I know Fraser do.
Wimmera ps nickel bronze
As stated Caterham bronze welded (well Arch did) up until recently (doubt Caged have continued the tradition). The 750 racers usually bronze weld as
well, as do some of the off road buggy boys.
You do need to cut more accurately than for fusion welding to get a strong joint, but done properly it's just as strong as fusion welding.
so, i've used 25x25x 2 mm all-around.
I really can bake it with my welder :-)
What's the opion?
Better some more weight of the car then more weight meself
quote:
Originally posted by Mark Allanson
quote:
Originally posted by gazza285
I think he means bronze fillet welding not brazing.
..evan that is reserved for suicide jockeys!
If you are really weight concious, use 16g for all the main frames, and use double diagonal triangulation using 13mm 18g erw but only where it is in tension, DEFINATELY not in compression.
The HAZ zones I was talking about were refering to MIG welding 18g (erw) tube , the steel can be granular at the border of the weld and/or can be
undercut if too much heat is used. The undercut can be as much as 0.5mm, and on 1.2mm steel, it doesn't give much room for error especially as
the shape of the undercut will make an excellent stress riser.
Brazing is an excellent method of joining steel, but only as a capilliary element, not suited to butt or fillet joining without jacketing the joint.
We seem to be talking at crossed purposes here. Brazing and bronze(braze) welding are two different procceses, brazing involves heating a large area
of a joint and applying a filler by capilary action,in bronze welding very localised heat is applied and a fillet of Silicon bronze is applied. A
silicon bronze weld looks like a TIG weld and is VERY strong.
Read this: http://www.esabna.com/EUWeb/OXY_handbook/589oxy14_1.htm
quote:
Originally posted by Mark Allanson
Brazing is an excellent method of joining steel, but only as a capilliary element, not suited to butt or fillet joining without jacketing the joint.

I was once told by a chassis builder type blokey that brazing was used because it wasn't affecting the properties of the parent materials. It had
less effect on the eutectic properties because of the heat involved. It is very rare that a weld fails. It is usually right next to the weld where
the metal has been weakened by the welding process.
He built racing bike frames, classic bike frames, space framed cars and hill climb specials.
I/he could be wrong but it sounds right by what I remember of my school days!
Yes but that's not what he or I said. Now go back and read this page which is what was suggested, not bronze welding or braze welding which you are showing us and which is neither practical or economical for a home builder without oxy-acetylene readily available and skill in the process. A lot of cycle frame builders used socketed joints with silver solder but these have been replaced with tig welded aluminium. Just because it's how things used to be done doesn't mean it's easier, better or advisable to do it thet way. I wouldn't hesitate to use mig on 18g, I've repaired bodywork and chassis in 20g with mine and never had a problem with it, that's why it has speed and power controls on it. If you weld mild steel with mild steel wire the eutectic properties are the same and anyway the eutectic properties cannot be changed,they are the temperature at which it melts.
Hi All,
I hate the term "Brazing". It causes nothing but confusion.
I interpret it as, "the joining of metal by producing a surface sweat, with the addition
of a dissimilar filler which bonds to the surface of the parent metal".
For instance, aluminium can be brazed, in fact the process is called "aluminium flame brazing".
It uses an aluminium/silicon (eutectic) filler rod which melts at a lower temperature than pure aluminium.
So, everyone is right. Brazing, when joining steel, is for capillary joints only if you use a brass rod.
For fillet and butt joints, use a bronze rod.
If the general term was "sweat welding", confusion wouldn't arise, and for anyone who has bronze welded
a large casting using oxy/act, it would be a very appropriate term, I think you'll agree.
Nothing wrong with a bronze welded chassis, or indeed a Mig, Tig, or arc welded one.
The standard of welding is more important than the process used, IMHO.
Paul G
There should be no problems MIG welding 18g steel, if you havent done it before, it might require some practice and some fine adjustment on the welder
to prevent you burning holes through.
The eutectoid point is the point at which the materials structure begins to rearrange (723deg in steels) and is the point when the structure changes
from alpha iron + FE3C to gamma iron + FE3C.
A eutectic steel (one with 0.8% carbon) is the one with the lowest complete transformation temperature to 100% austenite (723deg infact). Its not the
melting point. (Have a look at the Iron-Carbon equilibrium diagram if you want, might need some explaination though )
The problems associtaed with HAZ are well documented and a search on google will find all the relevant stuff you need. Basically the material in the
HAZ is heated quickly into the austenite phase or into the semi liquid phase, then it is cooled slowly which results in large crystals of FE3C
forming. These large crystals have different properties to the generally smaller crystal structure found in the material in the bulk of the parts. It
is generally weaker (it is a similar structure to fully annealed steel) and so tends to be the area in which welds fail.
David
I thought eutectic was a stage steel went through when it started to liquify, not an actual material.
" When steel cools below the eutectic temperature, the liquid of eutectic composition transforms to two phases, iron oxide, FeO, and iron
sulfide,"
and another "A liquid eutectic mixture containing primarily iron, oxygen, and sulfur formed during this hot corrosion attack on the
steel."
but I bow to your superior knowledge
" The eutectoid point is the point at which the materials structure begins to rearrange (723deg in steels) and is the point when the structure
changes from alpha iron + FE3C to gamma iron + FE3C." So this isn't when it starts to melt? Explain it to me, I used to work in foundries I
might pick it up.
Ahh ok. Re-reading my notes on this:
Eutectic and Eutectoid mean different things (not entirely, but enough).
Heres a carbon-iron equilibrium diag:
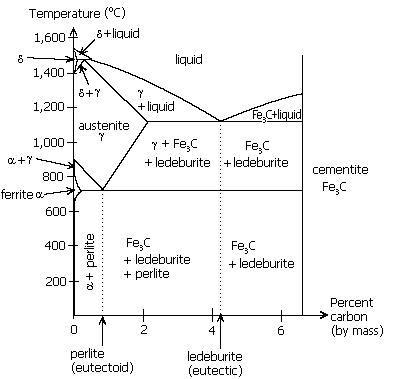
A eutectoid point is where the struture rearranges (eg a solid transformation to austenite above the critical point - 723deg in all steels, but
varying percentages of ferrite/perlite and austenite exist in all steels until you reach much higher temperatures (about 900ish) unless the steel is
eutectic). This is what exists at 0.8%C in steels. It doesnt melt at this point, just entirely transforms in struture.
There is a true eutectic point at around 4.5%C where the lowest melting point is around 1170deg.
Hope that makes sense...
And what is the liquid part on the top of the diagram?
Is where its melted fully.
Obviously at 4.5%C its no longer a steel, more likely cast iron at those levels of carbon.
The eutectic point can be moved through the addition of varying alloying elements.
Eutectic isnt the general melting point, as there are many melting points for any given alloy (depending on its exact constitution), but it is the
ratio at which the constituents in a certain alloy give the lowest melting point. Every alloy has a eutectic point, most easily spotted in two element
alloys on a equilibrium diagram, once you get over 2 the diags get hugely complex and 3D.
The eutectic point of a tin/lead alloy (around60/40%) is responsible for the very low melting point of solder (far lower than the melting point of
either tin or lead).
[Edited on 11/3/06 by flak monkey]
It's near enough for me, I like to keep things simple. I've used eutectic solder and it doesn't go through an intermediate paste stage
it goes from solid to liquid as soon as it reaches it's melting point. It's only a name they give it to show it has this characteristic.
[Edited on 11/3/06 by Peteff]
quote:
Originally posted by Peteff
...I've used eutectic solder and it doesn't go through an intermediate paste stage it goes from solid to liquid as soon as it reaches it's melting point.
 ) transition stage
) transition stage
source http://lotuseleven.org/

Rescued attachment Chapmanframe.JPG
So what was the answer? Yes or No? for my BEC.
ATB Dan.
cant help specifically, but im using a mix of 25mm and 19mm round, all in 16g.
16g is working well in my CEC, just curious for the BEC.
Dan