
ally welding - WTF's going on here??
andrew-theasby - 15/12/08 at 12:09 AM
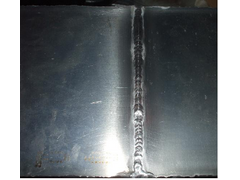
Hi, ive been using my tig welder for quite a while now, and seemed to be picking it up nicely, made a few bits for the car so far, but ive come to
make the fuel tank now, and got half way through it, and on 2 particular welds, every time i weld it it cracks, you can see it cracking apart as it
cools down. Its only on 2 butt welds i need to do, ive welded the edges at 90 with no such trouble. How can i stop it, its driving me mad  and
also why is it doing it, im guessing its down to contraction, but even if i just weld an inch at a time i slowly cracks leaving bout 1/2mm gap when it
fully cools. Please help, Thanks
and
also why is it doing it, im guessing its down to contraction, but even if i just weld an inch at a time i slowly cracks leaving bout 1/2mm gap when it
fully cools. Please help, Thanks
[img]C ocuments and SettingsOwnerMy DocumentsMy Picturesfor saleDSCF0750[/img]
ocuments and SettingsOwnerMy DocumentsMy Picturesfor saleDSCF0750[/img]
[Edited on 15/12/08 by andrew-theasby]

Rescued attachment DSCF0749.jpg
andrew-theasby - 15/12/08 at 12:12 AM
Also ive made my pedal box out of the same material. i did a test piece first cause i knew some alloys cant be welded, but i couldnt break the test
piece. How do you know if the alloy is ok to weld? Should i be worried about the pedal box?
blakep82 - 15/12/08 at 12:20 AM
just a thought (knowing nothing about tig welding, or welding ali) you didn't use a different filler rod for this part did you?
I don't mean knowingly use a different type, but could it be a bad batch of rods? or an incompatable type?
mark chandler - 15/12/08 at 12:25 AM
TIG welds are harder than gas with ali so the material may be brittle.
You could try softer rods or cut a fine strip of the existing metal and use this as a filler and see if that's better.
Regards Mark
andrew-theasby - 15/12/08 at 12:29 AM
Ive welded everything ive done with these rods, but did actually try a different batch this aft, same problem here, no problem elsewhere As far
as i remember, theyre pure aluminium rods, does that sound right?
[Edited on 15/12/08 by andrew-theasby]


Rescued attachment DSCF0751.jpg
mediabloke - 15/12/08 at 12:35 AM
I'm not a welder by any means, but because the rest of the welds have been made, could this be increasing the tension on the weld as the ally
cools?
Edited into english... 
[Edited on 15/12/08 by mediabloke]
DorsetStrider - 15/12/08 at 12:39 AM
Pure speculation here... but...
what was the ambient temperature when you welded the pedal box and other parts? I am wondering if as you are welding the metal heats up but with the
air temperature being so cold at the moment what is happening is that as the metal cools it's contracting too fast hense the cracks.
blakep82 - 15/12/08 at 12:41 AM
i had wondered about that too^
James - 15/12/08 at 12:41 AM
If no one else pops up to help, Mark Allanson on here is a coded welder and is bound to know!
HTH,
James
quattromike - 15/12/08 at 12:43 AM
we normally use rods with 5percent silicon an sometimes 5 percent magnese never normally with pure alu rods. also it may help to warm the whole area
up with a blow torch before you weld it so it's hot when you start that should cut down any problems with contraction
andrew-theasby - 15/12/08 at 01:06 AM
Right, ill have a look for some new filler rods, i too wondered about the air temp, but didnt think 10degrees or so difference when welding at
hundreds of degrees would make a difference, didnt want to sound daft, but im glad someone else mentioned it! My welder is the heater for the garage
andrew-theasby - 15/12/08 at 01:09 AM
how bout these rods?
Ebay link
cheers
blakep82 - 15/12/08 at 01:14 AM
quote:
Originally posted by andrew-theasby
didnt want to sound daft, but im glad someone else mentioned it!
thats what i did
quattromike - 15/12/08 at 01:23 AM
quote:
Originally posted by andrew-theasby
how bout these rods?
Ebay link
cheers
sounds too good to be true. Smut Free welders are hard to come by
zilspeed - 15/12/08 at 08:17 AM
Might help to keep some heat in the area before and after welding and let it cool gradually.
As ever, I would ask this question over on mig-welding too. They speak tig as well, they're multilingual. 
nick205 - 15/12/08 at 10:56 AM
Besides Mark Allanson, you might get some advice from "907" who is rather handy in the metalwork dept.
Davey D - 15/12/08 at 04:36 PM
Did you tack it up before you fully welded it?
if you didnt it may be the expansion of the metal as your moving along that is doing it?
907 - 15/12/08 at 07:34 PM
Hi Andrew,
Firstly, it's not easy to diagnose the reason for a weld failure over the Internet so please
forgive me if I am barking up the wrong tree.
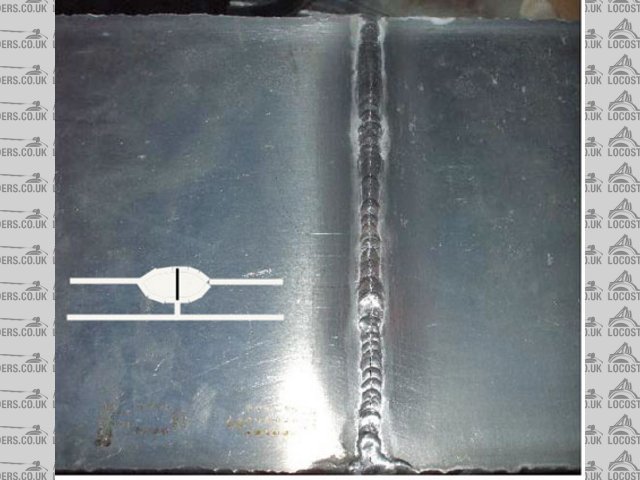
I notice that the fracture is dead straight.
From this I deduce that the weld is lacking penetration, and that as the weld metal cooled
and contracted the edges of the sheet acted as a stress raiser.
A weld will break at it's weakest point, in this case, in line with the unwelded part of the
joint, hence the straight crack.
I hope the drawing on the photo below shows what I mean.
Can you see inside at all?
I use pure aluminium rods for bodywork when I intend to polish the weld off as it then doesn't show.
I use 5% Silicon for other welds as it does tend to flow better.
Hope this helps
Paul G

Rescued attachment cracked-weld-s.jpg
mad-butcher - 15/12/08 at 08:10 PM
I'm afraid if it was me it would be in the bin by now. no disrepect but if it keeps splitting now who knows what it's likely to do when
it's full of fuel (weight and pressure exerted on welds)
Tony
chrisf - 16/12/08 at 12:11 AM
907 can certainly speak more on the subject than I--well because I'm new to this as well. That said, are you using a gas lense? I've found
that really helps, as does larger cup sizes.
Are you giving it enough post-flow and holding the torch in position as the weld cools (and the gas continues to flow)? It also doesn't look like
it's cleaning enough.
That might be a start. To me, it looks like oxygen is making the weld brittle as it cools.
But again, I'm new to this as well.
--HTH, Chris
[Edited on 16/12/08 by chrisf]
quattromike - 23/12/08 at 01:47 AM
How thick is the material again if it's thinkish it might be an idea to leave a small gap on the joint. it'll help with penatration and also
less likely to be a problem with cracking, If it's hard together and the weld on the top of the joint wants to contract it's got nowhere to
go and the weld pulls itself apart. but if you leave a gap then weld it and it contracts then it closes the gap up and it's no problem. I reckon
1-2mm would be ample.
Mike
andrew-theasby - 23/12/08 at 09:03 AM
Right, ive tried everything now from different rods, post gas on full, then giving it another extra 8 sec of gas, cutting a v and a slot down it, even
now tried cutting the area out and using a 2" strip of softer alloy down the middle, can weld one side up fine, then do the other and crack
so then cut the softer strip in half, welded the other half in place, then came to join the 2 softer edges, and suprise suprise, crack. so that tells
me that it must just be the type of weld, and the stress raiser it creates, seem to be getting plenty of penetration, just think it must be too rigid
everywhere else now to let it move a bit, i should have done all the butt welds first. Even tried getting a little plumbers torch on it straight away
to keep some heat in it and cool slowly, which works, but it cracks by the time it fully cools anyway, so short of taking it to a pro, ive given up
now and managed to find a piece that i can do it in one with as its holding me up now. Thanks for your useful tips though, im sure theyll come in
handy elsewhere too.


