welshy
|
| posted on 27/3/03 at 03:24 PM |

|
|
STUB AXEL ADAPTERS (AGAIN)
Does any body have a set of drawings showing the taper, height, diameter and thread detail of the stub axel adapters for Sierra hubs which are sold
by lolocost?
I think they are over priced $h!te for what they are and since the locost is all about building a car to a budget i would like to make them myself
(well a mate at work).
If somebody does have a set of drawings i will gladly get an extra set of adapters manufactured free of charge so you can use them yourself or sell
them.
Cheers
Welshy
|
|
|
|
|
Simon
|
| posted on 27/3/03 at 05:14 PM |
|
|
Welshy,
Assuming you have dismantled your donor, remove the McP strutt and measure it's diameter.
Allowing the upright conversion boss to protrude from upright slightly (approx 1cm), with a larger diameter top (so it can't get pushed into
upright).
Take your chosen top balljoint and measure taper.
Ream the boss to correct taper/depth, then bore the underside to allow the nyloc nut/washer to be fitted.
The taper hole is generally offset to allow castor angle to be changed.
I'll try and get some measurements up over the weekend.
Not the definitive answers you were hoping for, but hopefully helpful.
ATB
Simon
|
|
|
macbrew
|
| posted on 29/3/03 at 12:18 AM |
|
|
MK do a boss with an offset (which RH dont do) I think it makes the castor angle go through the middle of the hub, but give MK a ring to get the
proper explanation.
£20 each but you couldnt even think about trying to make them and they really are quality, unlike the men in tights.
|
|
|
welshy
|
| posted on 31/3/03 at 07:35 AM |
|
|
Thanks for the replies. I think i will end up buying them from MK.
Cheers
Welshy
|
|
|
jonti
|
| posted on 31/3/03 at 07:19 PM |
|
|
Welshy
I purchased mine plus a load of other stuff from the 'men in tights' before I ever found this website (ahhh !!!, if only !!) Anyway, if
you still want them, the dims are as follows
D 45mm
H 55mm ( this sticks out about 15mm from the bottom of the stub axle)
Top Flange D 48mm
Top Flange H 10mm
Taper is to take Tranny Ball Joint ( discussed this before and I think its 7degrees but check)
Re quality..Yes, for what they are they're expensive..£18 each If you have access to a lathe you could make 'em for tuppence. But then, I
didn't and a lathe is expensive If the MK ones are much better quality though at £20 then I'd go for it.
Cheers
J.J
OFROK
|
|
|
welshy
|
| posted on 1/4/03 at 07:31 AM |
|
|
SUPERB!!!
Thanks
I shall give them a go.
|
|
|
welshy
|
| posted on 1/4/03 at 07:54 AM |
|
|
Jonti, i got the impression that the main body of the adapter was tapered but obviously not.
I have searched for details of the transit taper i.e depth, confirmation of angle but to no avail.
I also read about MK offsetting their taper to allow adjustment of chamber/castor.
Anybody??????????
Cheers
Welshy
[Edited on 1/4/03 by welshy]
I am not Welsh!!!!!!!!!!
|
|
|
Dunc
|
| posted on 1/4/03 at 08:53 AM |
|
|
I've put the drawing I used to make the sierra hub adapters in my photo archive. When I was doing the depth for the ball joint I used a spare
transit ball joint and just checked the taper each time till I got the required depth. If you want to offset the taper it is easy enough with a 4
jawed chuck. Aluminium is also an option if you just want to clamp it. I created a drawing of the transit ball joint if that any use too.
|
|
|
jonti
|
| posted on 1/4/03 at 09:59 AM |
|
|
The RHE ones are not tapered nor do I think they need to be. Hence the flange to locate the thing and stop it going right through. Off-setting the
taper hole allows you to slightly change the angle of dangle for castor adjustment. RHE do it by tilting the taper which has the same effect. Its
probably easier to manufacture it that way cos you can still machine the taper in the middle of a round blank Then you smack it over onto an angle
before you weld it into the tube.
Mind you, if your lathe man has a four jaw then Dunc's/MK's way is probably more elegant.
[Edited on 1/4/03 by jonti]
OFROK
|
|
|
welshy
|
| posted on 1/4/03 at 03:48 PM |
|
|
I am definitely going down the machining route. And this is my preliminary drawing. I am going to buy my tranny ball joints first to check my taper
detail.
What about material?
[Edited on 1/4/03 by welshy]
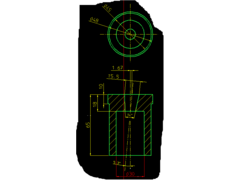 
Rescued attachment stub axel adapter.gif
I am not Welsh!!!!!!!!!!
|
|
|
Dunc
|
| posted on 2/4/03 at 09:06 AM |
|
|
The material can be what you like as the adapter is clamped. You can do away with the bored out portion if you go mild steel and weld it in place.
Just a wee thing though, where the washer and nut clamps on the under side of the adapter they should be flush with the surface. this cannot happen
unless to incline that surface too.
|
|
|
welshy
|
| posted on 2/4/03 at 09:34 AM |
|
|
Good point.
Since the adapter is hard enough as it is to machine i think it would be easy to machine a 5.3 degree taper on a thick washer. I will see what my
machine man recommends, he is already doing a lot of umming, arring and teeth sucking, he would make a great plumber.
|
|
|
eddymcclements
|
| posted on 3/4/03 at 08:21 AM |
|
|
The taper is going to be very difficult to machine the way you've drawn it. Once the main body of the adaptor has been turned to size it would
be very hard to hold the workpiece at the required angle to bore the tapered portion. Offsetting a tapered hole from the centreline, but keeping it
perpendicular to the top surface would be much more straightforward. The only way I can see to cut your taper easily would be with a tapered
reamer.
If you want, I can knock up a prototype and send it to you.
Cheers,
Eddy
|
|
|
welshy
|
| posted on 3/4/03 at 10:17 AM |
|
|
Thanks for the offer but i have changed my mind once again.
A friend pointed out to me that i wouldn't have the luxury of adjusting the castor angle if i had gone for the cortina hubs so i am going to
ensure that i get my wishbones, brackets spot on.
If do manage to make a stub axel adapter to the drawing (ensure that the taper of the transit ball joint is 15.5mm @ 7 degrees) then i am sure there
will be a few people on here interested in buying them.
Thanks Again
Welshy
|
|
|
jonti
|
| posted on 3/4/03 at 02:10 PM |
|
|
If do manage to make a stub axel adapter to the drawing (ensure that the taper of the transit ball joint is 15.5mm @ 7 degrees) then i am sure there
will be a few people on here interested in buying them.
Welshy
Yep an' we'll all be queuing up for our consultancy fees..my life already !!!
OFROK
|
|
|
eddymcclements
|
| posted on 3/4/03 at 02:31 PM |
|
|
quote:
Originally posted by jonti
The RHE ones are not tapered nor do I think they need to be. Hence the flange to locate the thing and stop it going right through. Off-setting the
taper hole allows you to slightly change the angle of dangle for castor adjustment. RHE do it by tilting the taper which has the same effect. Its
probably easier to manufacture it that way cos you can still machine the taper in the middle of a round blank Then you smack it over onto an angle
before you weld it into the tube.
Mind you, if your lathe man has a four jaw then Dunc's/MK's way is probably more elegant.
[Edited on 1/4/03 by jonti]
Hi Jonti,
Do you mean RHE use a two-part insert? Which bit is welded into which other bit? And what do you mean by "smack it over" - are you having
a dig at someone's engineering prowess (or lack of) ;-)
Cheers,
Eddy
|
|
|
jonti
|
| posted on 3/4/03 at 04:39 PM |
|
|
Hi Jonti,
Do you mean RHE use a two-part insert? Which bit is welded into which other bit? And what do you mean by "smack it over" - are you having
a dig at someone's engineering prowess (or lack of) ;-)
Cheers,
Eddy
Eddy
The RHE ones are indeed in two parts
The top bit is effectively a very thick washer machined with a taper. This is then welded into the flanged tube at an angle. As to whether they
"smack it over" or position it carefully with a bevel gauge, I'll leave you to speculate. If you've had dealings with the
'men in tights' though, then you'll reach the same conclusion as me I suspect.
Cheers
J.J
OFROK
|
|
|
Dunc
|
| posted on 4/4/03 at 12:18 PM |
|
|
Another way of change castor angle is to make different upperwishbones or an adjustable one to change the location of the upper balljoint. This would
need to be used with shimming for the steering rack mountings. Guestimates are 0.5mm shim per degree change in castor.
|
|
|