interestedparty
|
| posted on 25/12/10 at 10:38 PM |

|
|
Question about using a tube bender
Thinking about buying a ProTools 105 like this,
http://www.pro-tools.com/105.htm
but I am concerned about the accuracy of using a degree ring in bending for instance, a rollover bar. If the bar was say 600 mm high, and I was aiming
for a 90 degree bend, then if I was only half a degree out that would mean the end of the tube would be about 5mm from where it should be.
Now according to the video on the ProTools website, there is also 'springback' to allow for and the fact that the bend doesn't start
right at the edge of the die, but a bit back from it.
So, the question is whether it is possible to bend to a satisfactory accuracy, and, if not, could I underbend the tube a bot and put it back on the
bender if it needed a bit more?
As some day it may happen that a victim must be found,
I've got a little list-- I've got a little list
Of society offenders who might well be underground,
And who never would be missed-- who never would be missed!
|
|
|
|
|
Ben_Copeland
|
| posted on 25/12/10 at 10:48 PM |
|
|
Seen them used to do roll cages, but dont know much about it.
Just +1 for its ok.
Ben
Locost Map on Google Maps
Z20LET Astra Turbo, into a Haynes
Roadster
Enter Your Details Here
http://www.facebook.com/EquinoxProducts for all your bodywork needs!
|
|
|
mangogrooveworkshop
|
| posted on 25/12/10 at 11:27 PM |
|
|
Liam has the very machine give him a u2u
|
|
|
Alan B
|
| posted on 26/12/10 at 12:22 AM |
|
|
I have one too....and don't even have the degree ring. What I do is bend a peice of scrap of the same tube to roughly the angle I'm
looking for and measure the angle (with a protractor) while in the bender and then again after and see how much spring back there is...typically IIRC
it's around 2 to 5 degrees. Then I will over bend the real part by the springback amount. TBH if you get the legs of a rollbar within 5mm of the
the theoretical distance you are doing pretty well.
Alan
|
|
|
designer
|
| posted on 26/12/10 at 01:24 AM |
|
|
I think that for the very few bends people like us are going to do, and the price of a decent bender, get a local engineers to do it.
|
|
|
zilspeed
|
| posted on 26/12/10 at 09:11 AM |
|
|
We've discovered that the best way to do a bend is to slowly edge up to the angle you want.
If your positioning should prove to be a little out, you can reverse the piece in the machine and move the bend a little.
That sound improbable, but it's not.
Remember, the machine only bends one leg, the other being left unchanged.
If you reverse the piece in the machine, you start to bend the other leg, so the effective position of the bend changes slightly.
i.e. that changes where the straight finishes.
Working off a template works well.
|
|
|
907
|
| posted on 26/12/10 at 11:04 AM |
|
|
Hi.
If I was using this tool for the first time this is what I would do:-
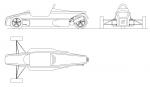
You say you want a finished height of 600mm so I would put the tube in the bender
so that dim "?" (in the pic) was say 700mm and plan to cut to size after bending.
Mark the tube with a felt tip where I have arrowed in the pic.
Pull the bend. (over bend a little as said in the other posts.)
When I was happy with the 90deg bend I would measure from the felt tip mark
to the far side of the bend and take note of this dim. Let's say it comes out at 250mm.
Now lets say I want an over all width of 1100mm
From the bend already done I measure my 1100mm, then minus the 250mm, and mark the tube.
Place the tube back in the bender so the new mark is against the same spot on the machine.
When I pull the second bend I should end up with my 1100mm over all.
Cut the two ends to my height dim required, e.g. 600mm.
Hope this helps.
Paul G
Image deleted by owner
|
|
|
interestedparty
|
| posted on 26/12/10 at 01:05 PM |
|
|
There's some really good info there, lads, thanks.
The other possibility I've been wondering about is whether it would be feasible to design something in CAD (which program would be best?) and
get some firm to do it on a CNC bender (if I could get anyone interested in doing a one-off?).
As some day it may happen that a victim must be found,
I've got a little list-- I've got a little list
Of society offenders who might well be underground,
And who never would be missed-- who never would be missed!
|
|
|
daviep
|
| posted on 26/12/10 at 01:47 PM |
|
|
quote:
Originally posted by designer
I think that for the very few bends people like us are going to do, and the price of a decent bender, get a local engineers to do it.
That's a bit presumptious, I use my bender almost as often as my welder. Does that mean I can't be you're kind of person 
A truly great library contains something in it to offend everyone.
|
|
|
Alan B
|
| posted on 26/12/10 at 03:36 PM |
|
|
quote:
Originally posted by daviep
quote:
Originally posted by designer
I think that for the very few bends people like us are going to do, and the price of a decent bender, get a local engineers to do it.
That's a bit presumptious, I use my bender almost as often as my welder. Does that mean I can't be you're kind of person
Ditto.....maybe not quite as much as my welder....but quite often...like many tools....lathe is a good example too.....you look differently how you do
stuff and design accordingly.
However, if you don't see a life ahead of you of always making stuff then having someone else do it makes sense too....
I guess in reality that's how we are split on here....we either love having tools and making stuff...or it's just a means to an end..
[Edited on 26/12/10 by Alan B]
|
|
|
NS Dev
|
| posted on 5/1/11 at 08:21 PM |
|
|
I'm another pro tools bender user!!
They are great, the biggest problem to accuracy is lack of mathematical ability, not the machine (well in my case anyway!!)
5mm accuracy is fine, the bottom of the leg will manually "tweak" by 10mm with absolutely no problem.
This is a little more tricky than a rollbar, but done with a pro-tools bender and only scrapped one bend............
It all fits inside a fiat 126 shell and the tubes are snug inside the pillars (i.e. considerably less than 5mm clearance all round)

the rest of the build pics show more detail HERE
[Edited on 5/1/11 by NS Dev]
Retro RWD is the way forward...........automotive fabrication, car restoration, sheetmetal work, engine conversion
retro car restoration and tuning
|
|
|