tegwin
|
| posted on 18/3/12 at 05:37 PM |

|
|
Making aluminium pressings
Usually you can find something on google about almost anything, but this seems to come up with very little..
If I wanted to take a piece of 1 or 1.5mm aluminium sheet and turn it into a top hat shape like this (a bit like a mug with a big rim): [the vertical
walls could be tapered to aid release)
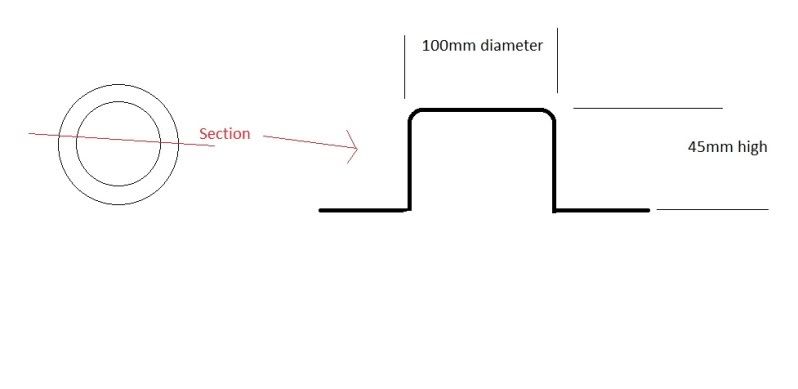
Could this be done with a car bottle jack, suitable steel frame and some oak formers machined into a suitable shape?
How would one determine the shape of the former to achieve the correct end result and the force required?
[Edited on 18/3/12 by tegwin]
------------------------------------------------------------------------------------------------------------------------
Would the last person who leaves the country please switch off the lights and close the door!
www.verticalhorizonsmedia.tv
|
|
|
|
|
snakebelly
|
| posted on 18/3/12 at 05:57 PM |
|
|
Probably far better getting this spun, I have a number for a chap in redditch who does one offs for reasonable money
|
|
|
Talon Motorsport
|
| posted on 18/3/12 at 06:00 PM |
|
|
You would have to aneal (sorry speelzing not my strong point) heat the material to get the alloy pliable enough to be formed even a 1/4 of that
depth. I think you are being over optimistic with the depth that you are going for from one piece of material. It well might tear or just be so
puckered on the flat out side of the 'pot' you might have to increase the thickness of the material so it stretches. Is there any reason
that this could'nt be a tube welded to a plate, capped and dressed to finish besides maybe not having access to a TIG?
[Edited on 18/3/12 by Talon Motorsport]
|
|
|
tegwin
|
| posted on 18/3/12 at 06:02 PM |
|
|
Mostly cost really... I could knock up a press for very little money...
hmmmm......
------------------------------------------------------------------------------------------------------------------------
Would the last person who leaves the country please switch off the lights and close the door!
www.verticalhorizonsmedia.tv
|
|
|
plentywahalla
|
| posted on 18/3/12 at 06:32 PM |
|
|
You need a high energy rate forming to get that sort of draw depth out of a sheet of Aluminium. The material reacts very differently depending on the
speed of pressing.
In a power press, where the whole operation takes a split second the heat generated is unable to dissipate through the material and so allows the
metal to flow into the required shape. If you do the same thing very slowly with a hydraulic jack the material will just shear.
Rules are for the guidance of wise men ... and the obedience of fools. (anon)
|
|
|
perksy
|
| posted on 18/3/12 at 07:02 PM |
|
|
Served my time as a jig & toolmaker and spent 12 years on die try-out
Sorry but you won't be able to do that with an hydraulic jack
45mm is also a fair old depth (depth of draw)
How critical are the dimensions ?
Could you not get them spun or fabricated ?
|
|
|
907
|
| posted on 18/3/12 at 07:04 PM |
|
|
I wanted to press these
 
Description
but my first attempt just made me smile
 
Description
Back to the drawing board. 
Paul G
|
|
|
NigeEss
|
| posted on 18/3/12 at 07:59 PM |
|
|
So it needs to be done very quickly.
Make your suitable dies, then, how accurate are you with a sledge hammer ?
Time is an illusion. Lunchtime doubly so.................Douglas Adams.
|
|
|
gazza285
|
| posted on 18/3/12 at 08:01 PM |
|
|
I can't help with the problem, but I love Paul's smiley faces.
DO NOT PUT ON KNOB OR BOLLOCKS!
|
|
|
paulf
|
| posted on 18/3/12 at 08:57 PM |
|
|
Spinning them over a former is the only viable way of doing this at home, it would still probably need to be annealed a couple of times to get the
shape.
When cans a produced they are stamped out from a slug of alloy in a few milliseconds, if you find some video of a can factory they appear to just
instantly grow when the press hits them.
Paul
|
|
|

















.jpg)
