FuryRebuild
|
| posted on 10/5/12 at 10:42 AM |

|
|
sump pics
So, the sump parts are back from the cutters, and I find them to be good.
However, I have found out that whilst working stainless is great for two reasons, it's a pain from a third.
The benefits are:
- stainless is great for tig welding - really controllable weld pool, lower current, less risk of distortion, and for this application, no need for
filler
- it doesn't rust, so no processing needed after welding
However, the design requires 4 holes being tapped into stainless, and this just blunted my ordinary tap whist getting me nowhere. I now have a cheapy
£10 tap from ebay and we can see if it does the job. It's easy to pay £60 for the tap to go to the top of the market - let's see if I can
get by. I've made an oil-spray device for the tapping - basically it's an old parrafin sprayer air-tool with a mix of airline oil,
compressor oil and acetone. The sprayer gets it out in a fine mist under pressure which means it can be sprayed into the hole and tap under pressure
to keep things cool and lubed. There's some breathable mist though, so it's time to get a proper filter mask.
Here's the photos to show the sump fit.
 
Description
and this one shows the back of the sump coming close to the bellhousing.
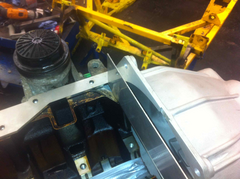 
Description
i'm tempted to bolt the parts to the block and put one tack weld in each corner before transferring to my jig.
I'm also tempted to get the rear part remade in 5mm steel with cutouts to allow welded spacers in to bolt on to the back of the titan sump. I
know it's not required, but it would give me a sense of completeness.
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
|
|
Strontium Dog
|
| posted on 10/5/12 at 11:28 AM |
|
|
Hi
firstly get yourself some decent cutting fluid as it has high pressure additives in it. Ordinary oil cant cope with the pressure generated by the cut.
I use Rocol RTD. Excellent stuff. If you have trouble let me know and I'll send you a thimble full which will do many holes!
Secondly, can you weld a stainless nut behind the hole you have drilled and then you won't have to tap anything?
As to jigging, I weld my steel sumps while they are bolted to an engine so that they don't twist to much. It is unlikely to move the engine
block by welding a sump on it and there is no translation error from doing them on a separate jig. Obviously take measures to ensure you don't
drop anything into the engine. 
Cheers Si
http://s187.photobucket.com/albums/x319/zephyr2000/General%20forum%20uploads/?action=view¤t=3DEngine.mp4
|
|
|
FuryRebuild
|
| posted on 10/5/12 at 11:39 AM |
|
|
Hi Si
thanks for the advice about cutting fluid - I'll buy some this weekend.
The block is ally as well, and I'm keen to expose it to as little heat as possible. my jig (as it were) is a piece of 10mm thick steel with the
necessary holes cut into for securing the base plate. I generally just plonk whatever I want to weld on the plate rather than struggle with the clamps
onto the piece. Life is way more efficient this way.
I wanted to avoid doing all the welding on the block (tempted to buy a scrap block if I start making the sumps for pocket money), but I wanted to be
very sure I had the parts orientated in the right places.
I had thought about captive nuts, but the area I'd need them are around the run the timing and oil-pump chains and I didn't know if
they'd foul. Hence getting the right length bolt in there instead and locked into a thread.
Besides, I get to learn something new 
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
FuryRebuild
|
| posted on 10/5/12 at 02:32 PM |
|
|
Right - you just can't beat the right tool for the job.
I bought some cutting oil today in a spray can and 20 minutes later, I had 4 nicely tapped holes. I offered them up to the block and front cover and
the fit was perfect.
I was careful tapping - one turn in, back off half a turn, spray down the gap, repeat, turn out, blast clean with air, relube, cut, job done.
The tapered part of the tap looks to be a little worn now, but it felt like it could keep going. The bolts (or rather socked headed cap screws) turned
in perfectly by hand whilst it was on the block.
Result.
When all you have is a hammer, everything around you is a nail.
www.furyrebuild.co.uk
|
|
|
|














